Kürzlich sprach mich Helmut Stettmaier an, dass im rc-online-forum eine Diskussion über Torsionsanlenkungen von Querrudern und ähnlichem läuft. Ich dachte, es wäre das beste, wenn ich unsere bisherigen Erfahrungen hier schildere, da sich das hier besser machen lässt.
Im Forum wurden in etwa
folgende Probleme angesprochen:
- Steifigkeit der Anlenkungen und Spielfreiheit
- Montage/Demontage des Torsionsstabes auf dem Servo
- Schwergängigkeit
- Belastbarkeit
Als erstes vielleicht nochmal eine kurze Beschreibung unserer bisher gebauten Exemplare.
In den Europhias der zweiten Generation hatten wir die Anlenkungen noch separat aus einem gedrehten Stahldorn und einem Carbon-Torsionrohr gebaut. Bild siehe Projekte/Flugmodelle/Europhia.
Der Dorn war am kulissenseitigen Ende zylindrisch mit 2 mm Durchmesser und an der Lagerseite 4 mm dick, Länge ca. 30 mm. Gelagert war der Dorn in einem Nylon-Gleitlager (8 mm Rundstab von Conrad, Loch gebohrt und mit Bohrerschaft aufgeweitet). Wir klebten ihn in das 6 mm Carbonrohr mit Sekundenkleber ein (muss man schnell sein...). Dieses wurde mittels einer aufgeklebten Alu-Hülse und 5-min-Epoxy auf dem getrennmittelten Servoabtrieb abgeformt. Dabei sollte man im Hinterkopf behalten, dass ein späteres Ausbauen der Servos ein Verschieben des Servos um ca. 4 mm nach vorn (in Flugrichtung) erfordert, weil das Servo den gesamte Torsionsantrieb an axialen Verschiebungen hindert. Es kann nicht einfach nach oben herausgenommen werden.
Als Kulisse verwendeten
wir zwei Kreisbogensegmente aus CD-Material (Lexan). Diese wurden auf einen
Abstandshalter aus 2 mm PVC geklebt und beim Zusammensetzen der Ober- und Unterschale
mit Harz-Microballons an die richtige Stelle im Ruder geklebt. Dazu musste der
Stützstoff etwas ausgespart werden.
Durch einen Schlitz in der Ruderverkastung konnte das Abstandsplättchen
wieder entformt werden und die Führungsschienen saßen an der richtigen
Stelle. Wichtig: Vor die Schienen etwas Knete kleben, damit das Harz beim Einkleben
nicht dorthin gelangt und die Bewegungsfreiheit des dort dicker werdenden Dorns
behindert.
Die Servos haben wir mit dem Abtrieb genau nach hinten eingebaut, so dass der Dorn im 30°-Winkel nach aussen steht. Dadurch ergibt sich eine degressive Kennlinie.
Nach mittlerweile fast 2 Jahren regelmäßigem Einsatz haben sich folgende Vor- und Nachteile sowie Erkenntnisse herausgestellt.
- Der Widerstand scheint
wirklich geringer zu sein. Gegenüber den ersten Europhias konnte man einen
Leistungsvorteil spüren.
- Das Gewicht ist nicht größer als das einer herkömmlichen Anlenkung.
- Insbesondere bei ausgeschlagenen Klappen geringe Belastung der Servos durch
Schläge.
- Demontage zur Reparatur von Servogetrieben ist gut durchführbar.
- Die Aussparung des Stützstoffs zeichnet sich leicht auf der Oberfläche
ab.
- Eingeschränkter Klappenauschlag der Wölbklappen für Butterfly.
- Einige Dornklebungen haben sich im Laufe der Zeit gelöst (Lebensdauer
der Klebung), was aber relativ unkritisch ist. Man kann dann immer noch an der
Winde starten, ohne dass sich die Klappe verstellt (möglichst nicht so
oft, bis sie leichtgängig wird..).
- Als ich vor kurzem meine Europhia beim Streckenflug-Training etwas unsanft
zu Boden brachte, so dass sie sich drehte und rückwärts ins Gras fiel,
wurde eine Wölbklappe nach unten umgeschlagen. Resultat: Servogetriebe
(C3341, Kunststoff) tot, Stahldorn auf ungefähr 90° Winkel gleichmäßig
kreisförmig gebogen und aus der Klappe gerutscht. Das liess sich aber alles
locker bis zum nächsten Tag reparieren.
Später baute ich mein
Xtrem 3, natürlich auch mit innenliegenden Anlenkungen. Diesmal
aber ohne Drehteile, nämlich mit 2 mm Stahldraht als Dorn, der bis 5 mm
hinter den Knick in einem 3 mm Messingrohr steckt. Dieses ist in ein 5 mm Kohlerohr
geklebt, welches in bewährter Weise mit 5-min-Epoxy auf dem Servoabtrieb
abgeformt wird.
Als Lager dient ein Streifen 3 mm PVC mit gebohrtem Loch, welcher auf ca. 15
mm Länge die Verkastung der Fläche ersetzt. Für die Kulisse baute
ich ein kleines Formteil aus Alu. Dazu klebte ich auf ein 2 mm Blech von entsprechendem
Grundriss oben und unten jeweils 1,5 mm dickes Alu, welches in Richtung Kulisse
fast scharfkantig abgefeilt wurde (Kegelmantelausschnitt).
Über diesem Formteil laminierte ich eine dünne Hülle aus 80er
Glas und einem Streifchen Abreissgewebe und einem C-Roving auf der Lauffläche
des Dorns. Diese kann man einfach in eine Aussparung im Schaum des Ruders einkleben.
Als Knickwinkel braucht man hier übrigens nur 18°, so dass diese Anlenkung
weniger Spiel hat, als die normale an Martins Xtrem mit 0,8er Stahldraht.
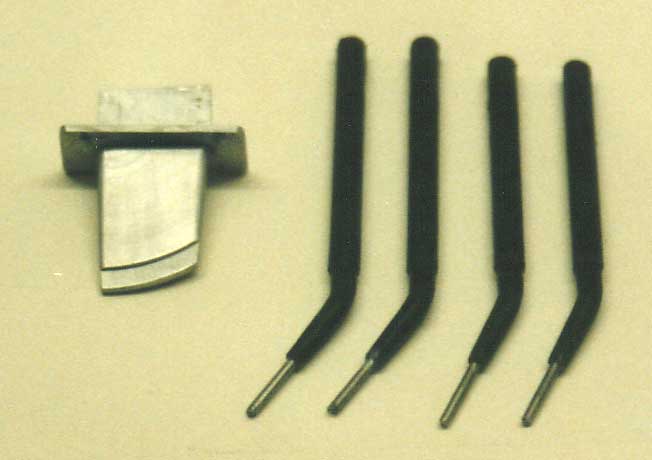
Für den Freestyler
haben wir uns nochmal etwas mehr Arbeit gemacht und ein paar Formen für
die Dorne gebaut. Jetzt besteht nur noch das hintere zylindrische Ende aus 2
mm Federstahl, der Rest ist aus Kohle. Den Durchmesser vergrößerten
wir der Steifigkeit und Festigkeit wegen auf 5 mm. So ein kompletter Dorn wiegt
glaube ich weniger als 2 g. Als Knickwinkel wählten wir 30° an den
Wölbklappen und 24° an den Querrudern, als Kompromiss zwischen max.
Ausschlag und geringem Spiel.
Die Kulisse im Ruder stellen wir durch Abformen eines passenden Formteils aus Alu mit Harz-Baumwollflocken her . Das geht wirklich gut, über die Haltbarkeit (Abrieb, Ausbrüche) können wir bisher noch nichts sagen.


Die Formteile haben wir
wieder aus 2 mm Blech mit aufgeklebten Kegelmantelausschnitten (diesmal gedreht)
hergestellt.
>>Zeichnung
der Formteile als postscript, 50kb<<
Bei den ersten beiden Fliegern
verwendeten wir Kugellager (di=5, da=8) für die Verkastungslager. Das war
aber ein Fehler, denn erstens mussten diese wegen der Breite von 2,5 mm noch
in entsprechende Buchsen eingesetzt werden. Und zweitens haben sie Spiel, wozu
noch das Spiel in der Buchse kommt (keine Presspassung möglich, weil die
Lager mit der Anlenkung herausnehmbar sein müssen). Mittlerweile sind wir
wieder auf Gleitlager übergegangen. Diese mindern wegen der Reibung auch
Schläge auf das Servogetriebe ab, wobei von Schwergängigkeit keine
Spur ist.
Kleiner Tip: Wenn man einen Stabilo-Stift durchschneidet, sieht man, dass der
genau 6 mm Innendurchmesser hat...
Zum Schluss noch ein paar
zusammenfassende Bemerkungen:
Die Technik des Abformens der Aluhülsen auf dem Servoabtrieb hat sich absolut bewährt. Ein Absatz auf dem Dorn als Anschlag am Lager verhindert ein Wandern nach hinten. Dann braucht man auch keine Sicherung gegen Herunterrutschen vom Servo. Zum Ausbauen der Servos zieht man den Dorn einfach ab und steckt ihn danach wieder auf.
Für geringes Spiel ist insbesondere die Spielfreiheit des Lagers in der Verkastung entscheidend, weil es ungünstige Hebelverhältnisse hat. Der Abstand von Servo zu Lager sollte meiner Meinung nach mind. anderthalb mal so groß sein, wie die Länge des Knickdorns. Und selbiger möglichst nicht kürzer als 20 mm. Ausserdem sollte sich das Klappenscharnier möglichst wenig in vertikaler Richtung verschieben können. Dass die Biege- und Torsionssteifigkeit eines Rohres mit der vierten Potenz des Durchmessers steigt, ist eine Sache, die man bei der Wahl des Durchmessers im Auge behalten sollte. Ausserdem nehmen Verdrehung und Durchbiegung mit der Länge der Anlenkung zu, wobei die Auswirkungen des Lagerspiels geringer werden. Es ist also offensichtlich ein Kompromiss hinsichtlich der Länge zu finden. Dazu aber später mehr unter Theorie/Anlenkungen.
Um ein Klemmen der Anlenkung braucht man sich weniger Sorgen machen, wenn die Materialien der Kulisse einen eher geringen E-Modul aufweisen (sprich Kunststoff). Dann werden nämlich Spannungsspitzen resultierend aus Verkantungen (keine identischen Drehpunkte von Ruder und Dorn) drastisch reduziert. Wir haben jedenfalls keine Probleme damit. Vielleicht auch, weil die Schienen etwas auseinandergedrückt werden können.
Andreas, 17.12.01
Um zwischen zwei Wölbklappenstellungen umschalten zu können, kann man die Offset-Einstellung der freien Mischer "missbrauchen". Dazu muss aber erstmal ein snap-flap-Mischer mit Hilfe von 2 freien Mischern programmiert werden.
Hier also die Tabelle mit den Beispiel-Daten meines Europhias.
|
Europhia 2 |
Typ 1 |
Mode FL |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
|
|
D/R |
- |
55 |
75 |
100 |
- |
- |
|
REV |
||||||
|
Sub-Tr |
-24 |
16 |
0 |
15 |
17 |
28 |
|
Trv-Adj |
108 |
|||||
|
MIX FE |
1 |
8 |
0 |
53 |
Offs. |
-1 |
|
DIF |
10 |
|||||
|
MIX FA |
1 |
77 |
0 |
-85 |
Offs. |
? |
|
S-F |
-100 |
Offs. |
20 |
|||
|
VTL |
ON |
|||||
|
MIX A |
3->6 |
-20 |
Offs. |
-37 |
SW |
4? |
|
MIX B |
3->1 |
20 |
Offs. |
-37 |
SW |
4 |
|
MIX C |
||||||
Zu beachten ist, dass die
Eintragungen bei den Mischern nicht den darüber stehenden Kanälen
zuzuordnen sind.
Das entscheidende sind die frei programmierten Mischer A und B und der Spoiler-Flap-Mischer.
Letzerer bewirkt, dass bei Betätigung des Störklappenknüppels
die Wölbklappe (alle Flächenservos, wegen Mix FA) mitkommt. In Schalterstellung
0 des Mixers FA wird also über diesen Knüppel Butterfly geregelt.
Ein separater Schieberegler ist unpraktisch, da man zur Betätigung die
Hand vom Knüppel nehmen müsste und so im Landeanflug einfach nicht
schnell genug reagieren kann.
Die Wölbklappen werden also mit der Trimmung des Störklappenknüppels ausgefahren. Ein zweiter Schalter legt fest, ob Mixer A und B aktiviert sind. Ist das nicht der Fall, geht alles ganz normal. Bei aktivierten Mischern wird Höhe auf den Störklappenkanal (1) gemischt. Da das aber nur das Servo 1 bewegt (man betrachte dazu das Blockschaltbild in der Anleitung, in dem ersichtlich ist, an welchem Punkt die Mischer eingreifen), ist auch noch der Mischer 3->6 nötig.
Der Offset bewirkt nun, dass beim Einschalten des snap-flap-Mischers (Mixer A und B) die Wölbklappen ihre Stellung ändern, weil ja der Nullpunkt der Steuerkurve verschoben wird. Wie groß diese Ausschlagsänderung ist, lässt sich darüber beeinflussen, wie weit der Höhenruderknüppel beim Abspeichern der Offset-Werte aus der Neutralstellung bewegt wird.
Das Geschriebene wird wahrscheinlich erst verständlich, wenn man vor dem Problem steht, die Servos eines Vier-Klappen-Flügels mit der MC14 oder -15 unter Kontrolle zu bekommen.
Leider reichen die verfügbaren Mischer (insbesondere die freien) nicht aus, um bei snap-flap-Einsatz auch die Wölbklappen als Querruder zu benutzen. Bei den Europhias hat es sich aber als günstiger herausgestellt, darauf zu verzichten, weil ohne angepassten Wölbklappeneinsatz im Speed-/Hangflug nicht viel drin ist. So ist Mixer C noch für evtl. nötige Seitenruderzumischung zum Querruder frei.
 Wer
schon mal eine Negativform laminiert hat, weiss, dass das eine recht zeitraubende
Sache ist. Formenharz angelieren lassen geht ja noch, aber mehrere Stunden Gewebelagen
auflaminieren geht schon an die Nerven/Kondition.
Wer
schon mal eine Negativform laminiert hat, weiss, dass das eine recht zeitraubende
Sache ist. Formenharz angelieren lassen geht ja noch, aber mehrere Stunden Gewebelagen
auflaminieren geht schon an die Nerven/Kondition.
Es gibt zwar schnellere Alternativen, aber die haben auch so ihre Nachteile:
- Laminierkeramik lässt sich zwar schön verarbeiten, aber wenn nach
längerer Zeit die Oberfläche wellig wird (Schrumpfen der Deck-/Kupplungsschicht
auf dem verzugsfesten Hinterbau?),
ist das ziemlich ärgerlich
- bei der Methode mit den Blähglaskugeln nach M. Weberschock braucht man
Unmengen von Harz und eine flexible Form ist manchmal auch nicht so verkehrt
Angeregt durch Ralf Kornmann von der Akamodell Stuttgart probierten wir bei den Rumpfformen unserer neuen HLG's 6 mm dickes Abstandsgewebe (Parabeam) aus.
Die Vorteile:
- hohe Beulsteifigkeit und Verzugsfestigkeit durch hohe Wandstärke
- geringes Gewebegewicht -> geringer Harzverbrauch, leichte Form, Kostenersparnis
- neben den immer nötigen feinen Lagen zwecks Oberflächenqualität
wird nur eine Lage benötigt -> Zeitersparnis
Abstandsgewebe gibt es z.B. bei Lange & Ritter (ca. 32 DM/m²). Vergleicht man das mit 580er Rovinggewebe (ca. 6,2 DM/m²), stellt man fest, dass sich schon ab 5 Lagen davon der Umstieg auf Abstandsgewebe lohnt - die Harzersparnis nicht mal mit eingerechnet.
Tränken
lässt es sich mit einem Spachtel auf einer Folie sehr schnell, dann legt
man die Lage auf die "Grundlagen" und drückt sie gleichmäßig
an. Das Aufrichtevermögen ist erstaunlich gut, man merkt allerdings nur
sehr schlecht, ob die untere Decklage richtig an den ersten Lagen anliegt. Ein
kleiner Harzüberschuss und eine möglichst flache Form geben hier zusätzliche
Sicherheit.
Das Gewebe lässt sich in Radien von ca. 2 cm verformen, wenn die Bogenlänge
nicht zu groß ist (fast nur Verschieben der Decklagen möglich). Oder
man drückt es unter Einknicken der oberen Decklage in eine Ecke.
Aktuelles Beispiel: Bau der Leitwerksform für den Freestyler
Nachfolgend sei einmal der Bau einer Form in den einzelnen Arbeitsschritten dargestellt.
| 1. Das Urmodell ist
von ausreichender Oberflächengüte und in die Trennebene eingelassen.
Es wurde vorher schon 5 mal komplett mit Trennmittel behandelt, auch die
Trennebene. Beim Polieren ist das wichtigste, den empfindlichen Trennmittelfilm
nicht zu verletzen - also auf äußerste Sauberkeit und geeignete
Polierlappen achten (Watte geht ganz gut). Die Spalten sind mit Modelliermasse geschlossen. Schon in diesem Stadium bestimmt sich, ob die Form etwas werden kann oder nicht. |
 |
| 2. Um kleine Oberflächenfehler
später in der Form verschleifen zu können, kommt nun eine Schicht
ungefülltes Formenharz auf die Oberfläche des Urmodells. Wichtig ist hier, dass sich in Kanten keine Ansammlungen bilden, da diese dann leichter ausbrechen. Eine dünne Harzschicht ist da wesentlich haltbarer, was auch durch innere Spannungen begründet sein kann. Diese erste Schicht muss dann so angelieren, dass man sie beim Auftragen der zweiten mit dem Pinsel nicht verletzt. Sie darf aber auch nicht aushärten, damit sich die nachfolgende Schicht damit verbindet. Das dauert normalerweise ca. 1,5 h, abhängig vom verwendeten Harz/Härter-System und der Raumtemperatur. |
 |
| 3. Damit die Formflansche schön robust werden und sich keine Gewebestruktur abzeichnet, kommt darüber eine Schicht quarzgefülltes Formenharz. Diese muss wieder ca. 1,5 h angelieren (je nach Härter). |  |
| 4. Nachdem die Kanten mit Harz/Glasschnitzeln gefüllt sind und eine Kupplungschicht aufgetragen wurde, können die ersten Lagen dünnes Glasgewebe auflaminiert werden. Angelieren lassen braucht man hier nichts, nur sollte man gründlichst alle Luftblasen entfernen. |  |
| 5. Dann kommt das auf einer Folie getränkte Abstandsgewebe drauf und wird sorgfältig angedrückt. Schon nimmt die Dicke der Form drastisch zu... |  |
|
6. Nachdem über
die obere Decklage des Abstandsgewebes noch eine zusätzliche Lage
390er laminiert wurde, kann der Rahmen aufgesetzt werden. Die Passstifte und Verschraubungen haben wir diesmal erst nach dem Aushärten integriert. Es laminiert sich dann leichter. |
 |
 Mittlerweile
haben wir unsere Klapp-Props für die Speed 400 pylon racer fertig - es
war einfach zu nervend, etwa jeden zweiten Flug einen neuen Prop zu brauchen,
weil ein Blatt abgebrochen war. Vorher hatten wir auch schon mit Gummi-Befestigung
und angeklebten Propellern experimentiert, beides mit mäßigem Erfolg.
Die erste Lösung war uns irgendwie zu labberig und die Klebung löste
sich im entscheidenden Moment natürlich nicht.
Mittlerweile
haben wir unsere Klapp-Props für die Speed 400 pylon racer fertig - es
war einfach zu nervend, etwa jeden zweiten Flug einen neuen Prop zu brauchen,
weil ein Blatt abgebrochen war. Vorher hatten wir auch schon mit Gummi-Befestigung
und angeklebten Propellern experimentiert, beides mit mäßigem Erfolg.
Die erste Lösung war uns irgendwie zu labberig und die Klebung löste
sich im entscheidenden Moment natürlich nicht.
Sowohl Blätter als auch Mittelteil werden aus Carbon-Rovings laminiert, die Festigkeit ist so total ausreichend. Das Gewicht des Props liegt damit bei ca. 3 g; ein klein wenig leichter, als ein original 12x12er Cam Speed Prop
Das Wuchten ist bei den Klapp-Latten etwas kritischer als bei Starrpropellern. Diese laufen meistens von Anfang an relativ gut, so dass man nicht unbedingt nacharbeiten muss. Bei den Blättern der Klapp-Props hatten wir aber zunächst etwas größere Gewichtsunterschiede.
 Zum
Wuchten haben wir uns deshalb eine ganz primitive, aber wirkungsvolle Vorrichtung
gebaut. In ein Rundmaterial mit Wellendurchmesser von ca. 6 mm Länge wird
genau mittig ein kleines Loch gebohrt und ein Faden eingeklebt. Das steckt man
in die Wellenaufnahme des montierten Spinners, so dass der Schwerpunkt der Einheit
möglichst wenig unterhalb des Drehpunktes liegt. Die Eigenfrequenz nach
Anregung zu Schwingungen ist ein Indikator für die Empfindlichkeit des
Systems. Sie sollte möglichst klein sein, also lange Schwingungsdauer.
Die rückstellenden Kräfte sind dann sehr klein.
Zum
Wuchten haben wir uns deshalb eine ganz primitive, aber wirkungsvolle Vorrichtung
gebaut. In ein Rundmaterial mit Wellendurchmesser von ca. 6 mm Länge wird
genau mittig ein kleines Loch gebohrt und ein Faden eingeklebt. Das steckt man
in die Wellenaufnahme des montierten Spinners, so dass der Schwerpunkt der Einheit
möglichst wenig unterhalb des Drehpunktes liegt. Die Eigenfrequenz nach
Anregung zu Schwingungen ist ein Indikator für die Empfindlichkeit des
Systems. Sie sollte möglichst klein sein, also lange Schwingungsdauer.
Die rückstellenden Kräfte sind dann sehr klein.
Jetzt braucht man nur noch Wuchtmasse (5 min Epoxy, kleine Bleistückchen,...) an der Spinnergrundplatte anzubringen, bis selbige waagerecht hängt. Man sieht das gut durch langsames Drehen des Props. Die Propeller-Spinner-Einheit wird damit in alle Richtungen ausgewuchtet.
 Da
wir zufällig genügend alte Computer-Netzteile gesammelt hatten, war
die Versorgung unseres neuen Ladegerätes für Anschluss an die Autobatterie
kein großes Problem. Die 5V- Ausgänge liefern bei einem 200W-Gerät
normalerweise 20 A. Schaltet man also drei Netzteile in Reihe, ist das Resultat
auch beim Laden von mehr als 7 Zellen mit über 5 A über alle Zweifel
erhaben. Die 12V-Ausgänge taugen i.a. nichts, weil aus ihnen im Leerlauf
nur ca. 11 V kommen, die unter Belastung unter die 10V-Marke zurückgehen.
Da
wir zufällig genügend alte Computer-Netzteile gesammelt hatten, war
die Versorgung unseres neuen Ladegerätes für Anschluss an die Autobatterie
kein großes Problem. Die 5V- Ausgänge liefern bei einem 200W-Gerät
normalerweise 20 A. Schaltet man also drei Netzteile in Reihe, ist das Resultat
auch beim Laden von mehr als 7 Zellen mit über 5 A über alle Zweifel
erhaben. Die 12V-Ausgänge taugen i.a. nichts, weil aus ihnen im Leerlauf
nur ca. 11 V kommen, die unter Belastung unter die 10V-Marke zurückgehen.
Damit die empfindliche
Überstromsicherung nicht beim Einschalten des Schnellladers anspricht,
empfiehlt sich das Parallelschalten eines Elkos mit 10000 uF/16V. Wir hatten
noch das Problem, dass unser Lader bei über 15,0 V wegen Überspannung
abschaltet, die Netzteile aber 15,1 V lieferten. Kurz vor dem Fluchen kam uns
aber noch die Idee eine kräftige Diode (oder halt 3 parallel geschaltete)
in die Versorgungsleitung einzuschleifen.
Silizium-Dioden haben in diesem Fall günstigerweise die Eigenschaft, dass
in Durchlaßrichtung ca. 0,3 V an ihnen abfallen, nahezu unabhängig
vom Strom. Das war die Rettung.
Man kann auch den 12V-Ausgang eines einzelnen Computer-Netzteils soweit modifizieren, dass ca. 14 V zur Verfügung stehen. Damit kann man dann auch schon ganz gut laden, weil der step-up-Wandler dann nicht mehr soviel Eingangsstrom benötigt. Wie man das macht, wollen wir hier aber lieber nicht schreiben, weil man sich da ganz schön an der Hochspannung neue Reize zuführen kann.
letzte Ergänzung: 06.02.2002